Printing samples for carton manufacturers




This sample showcases printing on brown kraft paper reels, specifically prepared for carton manufacturing. Kraft paper is widely used in the packaging industry because of its strength, durability, and eco-friendly nature. The natural brown surface provides a strong base for printing, making it suitable for branding and essential product details. Once printed, these reels are supplied to carton manufacturers, where they are converted into boxes and packaging materials. The printing ensures that every carton carries the required information, brand identity, and a professional look. Brown kraft cartons are commonly used in industries like food packaging, e-commerce, consumer goods, and industrial supplies. They not only protect the product but also highlight the brand’s presence in the market. This section of the gallery demonstrates how kraft paper reels are printed with accuracy and clarity, ready to move forward in the process of becoming high-quality, functional cartons.
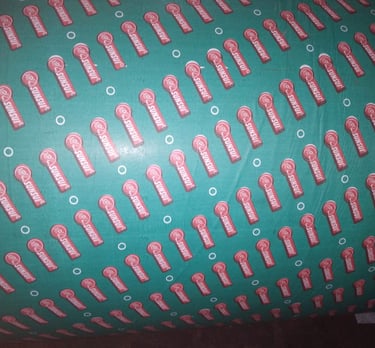
This reel showcases the printing of two different brands in separate colours, completed in a single run with sharp and precise impressions. The process highlights both speed and efficiency, making it an ideal solution for bulk production requirements. By printing multiple colours at once, it reduces time, saves cost, and ensures consistent quality across the reel. Each brand design stands out clearly, reflecting professional-grade printing that supports strong market visibility. Once printed, the reel is supplied to carton manufacturers, where it is converted into durable and reliable cartons. These cartons not only safeguard the products but also strengthen brand presence through neat and eye-catching prints. For businesses, this method offers a cost-effective and time-saving solution without compromising on quality. This sample demonstrates how advanced printing processes can help brands achieve both functional packaging and strong visual identity in today’s competitive market.
This sample highlights printing on duplex paper reels, which are widely used in the packaging industry for making premium cartons. Duplex paper is known for its smooth white surface on one side and a sturdy grey or brown back on the other. The fine printing surface ensures sharp details, better colour impact, and a professional finish, making it ideal for brand packaging. After printing, these reels are supplied to carton manufacturers, where they are processed into high-quality cartons used for products such as cosmetics, pharmaceuticals, food items, and consumer goods. Duplex cartons not only provide durability but also enhance the visual appeal of the product, ensuring that brands stand out in the market. This gallery section demonstrates how duplex paper reels are carefully printed with clarity and precision, ready for the next stage of manufacturing into reliable and attractive cartons.


Printing samples for core manufacturers
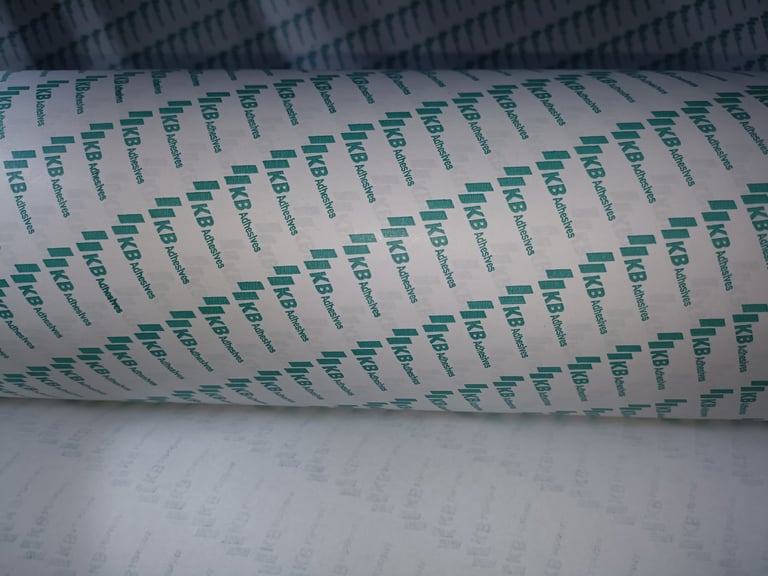


This reel features printing on white paper, prepared specifically for core manufacturers and tape manufacturers. White paper provides a clean and smooth surface, which ensures sharp and legible prints even in single colour applications. The clarity of the printing helps in displaying essential information such as brand names, product details, or identification marks in a professional and consistent manner. After printing, the reels move forward in the manufacturing process, where they are first converted into paper cores. These cores are then used for rewinding adhesive tapes or other related products. The use of white paper reels is common in industries where both functionality and presentation are equally important. This printing method ensures durability, neat appearance, and cost-effectiveness, making it a practical solution for bulk requirements. In this gallery section, you can see how white paper reels are carefully printed to meet the exact needs of core and tape manufacturing.
This reel demonstrates printing on white paper with two colours applied in a single process, designed for core manufacturers and tape manufacturers. Using two colours allows for more detailed branding, sharper contrasts, and stronger visibility compared to single colour printing. The clean white surface of the reel enhances the vibrancy of the inks, ensuring that brand names, product details, and identification marks stand out clearly. Once the printing is complete, the reels are converted into strong paper cores, which are then used in the production of adhesive tapes and other related products. Double colour printing not only adds to the professional appeal of the final packaging but also helps brands differentiate themselves in the market. By combining functionality with attractive design, this method delivers both durability and effective brand presence, making it an excellent solution for industries where precision and visual impact are equally important.
Printing samples for Silica gel manufacturers
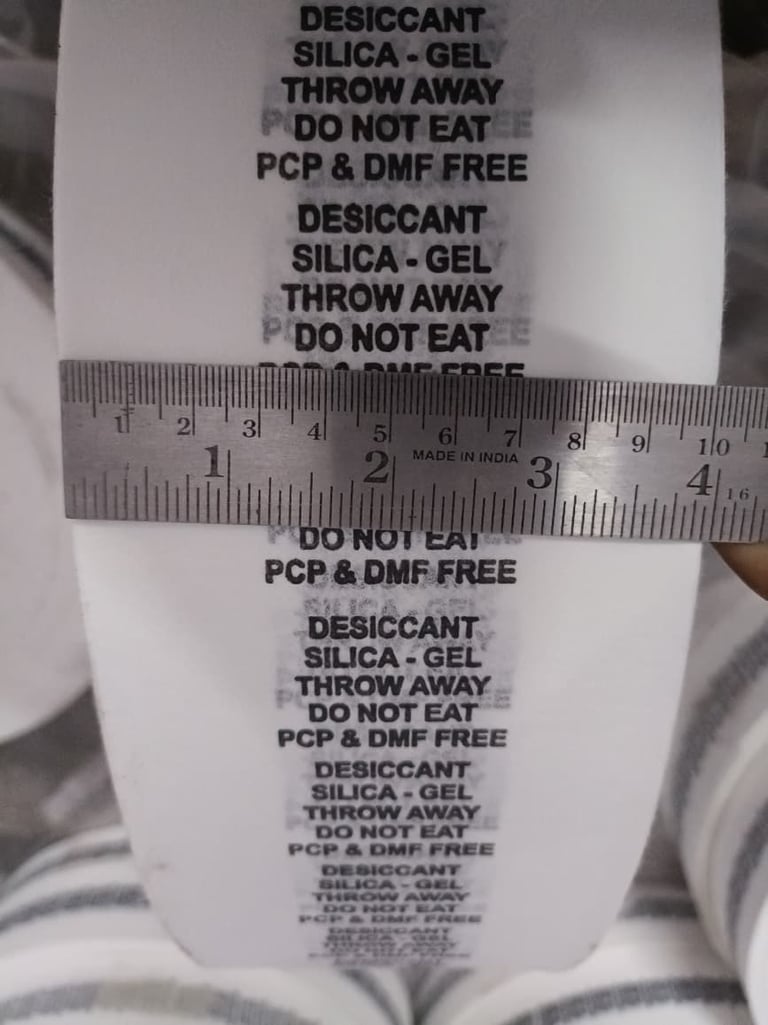
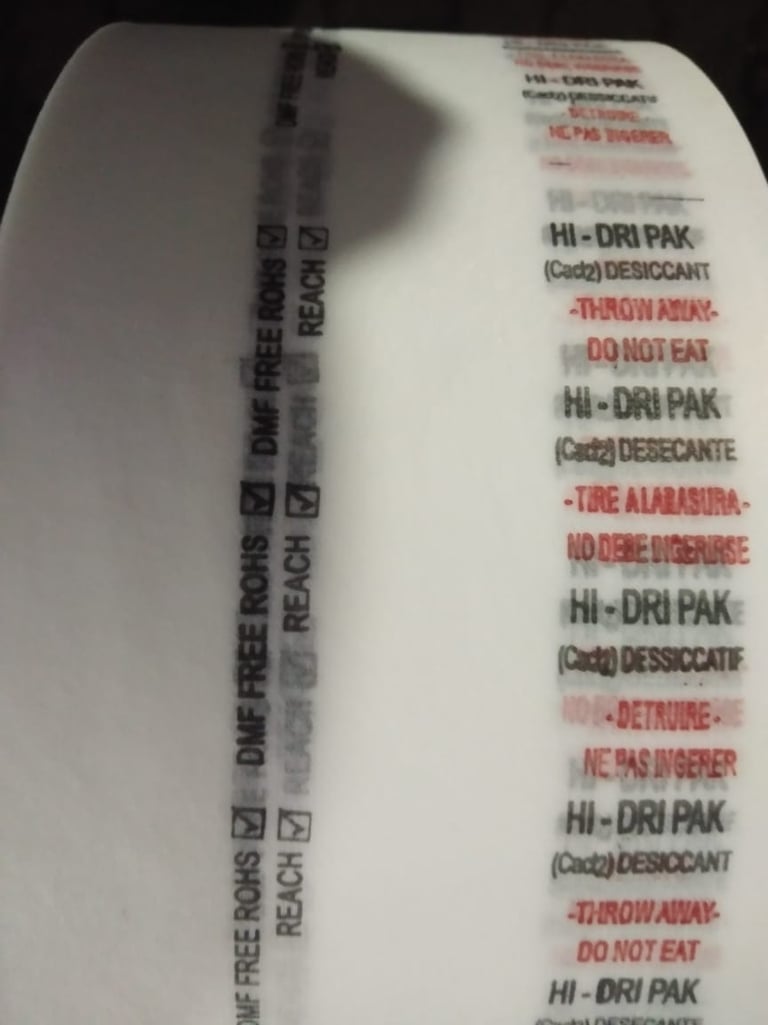
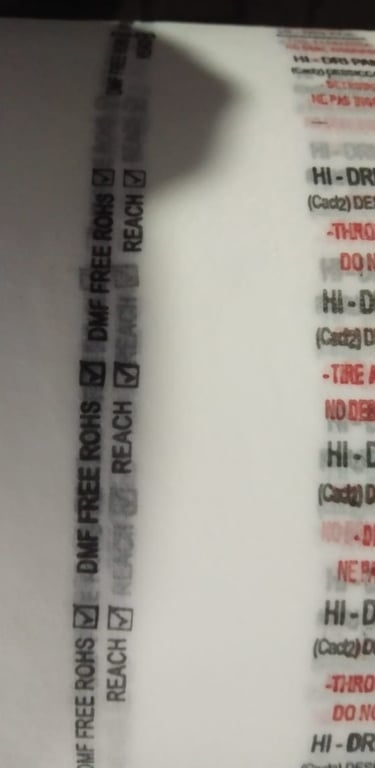
This image features printing on non-woven material used for silica gel sachets. The fabric is breathable and durable, making it an ideal choice for moisture-control packaging. The bold and clear printing displays essential instructions such as “Do Not Eat,” “Throw Away,” and “PCP & DMF Free,” ensuring safety and compliance. Once processed, the material is converted into small sachets that protect products like medicines, electronics, footwear, garments, and food items from moisture damage. This sample highlights how precise printing enhances both functionality and safety in everyday packaging.
The clarity of the text and the neat finishing during slitting ensure that every sachet maintains a professional appearance and consistent quality. Even when the material is cut into small pieces, the sharp print remains legible, making it highly reliable for mass production. Non-woven sachets are widely used across industries because they combine practicality with safety. By maintaining accuracy in printing and uniformity in finishing, this process ensures the end product is durable, effective, and trusted for long-term use.

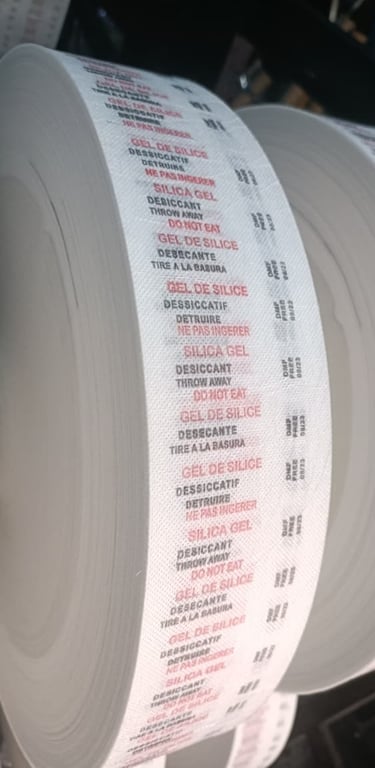
The reel in the image highlights high-quality double-colour printing carried out on non-woven material, specifically designed for silica gel sachets. The use of two colours—red and black—creates a strong visual contrast, making critical instructions clear and easily noticeable in multiple languages. This combination not only enhances readability but also adds a professional finishing touch that supports safety, compliance, and brand reliability.
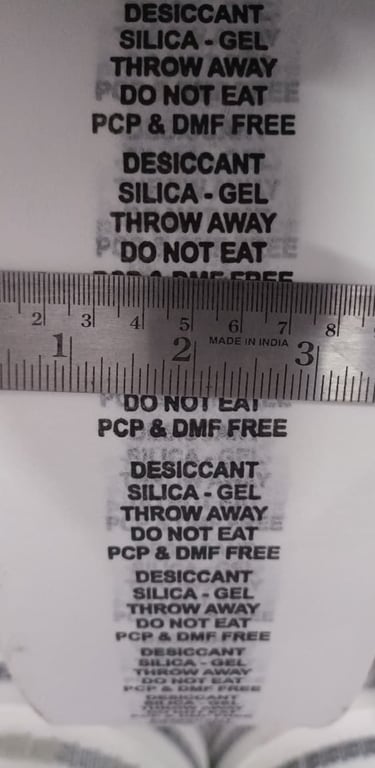
The reel in the image highlights not only the printing precision but also the neat alignment and uniform spacing of the text. Each impression appears sharp, consistent, and free from smudging, reflecting the accuracy and stability of the flexo process. The clarity of the letters ensures that important details remain intact even when the material is slit or converted into smaller sachets.
Furthermore, the roll showcases a smooth surface finish and proper slitting, which ensures uniform edges and reduces wastage during conversion. Overall, this sample demonstrates how advanced printing quality on non-woven material directly enhances both production efficiency and end-use safety.
34/1, Vishwakarma Marg, mandir wali gali, hindon vihar, meerut road, Ghaziabad, UP.
+91 93128 23553, +91 92668 34922